Какой вид сварки самый крепкий: рейтинг прочности швов для металла

Вы когда-нибудь задумывались, почему мосты выдерживают десятилетия нагрузок, а самодельная металлическая конструкция может погнуться от первого же толчка? Секрет не в марке стали, а в том, как именно этот металл был соединен. Вопрос «какой вид сварки самый крепкий» звучит просто, но ответ на него зависит от толщины листа, типа металла и условий эксплуатации. Нет единого «самого лучшего» метода для всех случаев, есть технология, которая идеально подходит именно под вашу задачу.
В этой статье мы разберем основные способы соединения металлов, сравним их по прочности, надежности и области применения. Вы узнаете, где критически важна герметичность, а где - ударная вязкость, и сможете выбрать правильный метод для вашего проекта, будь то ремонт забора или строительство каркасного дома.
Физика процесса: что делает шов прочным?
Прежде чем сравнивать методы, давайте поймем, от чего вообще зависит прочность соединения. Прочный сварной шов - это не просто склеенный кусок металла. Это зона, где кристаллическая решетка основного металла переплелась с материалом присадочной проволоки или электрода.
Ключевые факторы, влияющие на итоговую прочность:
- Проникновение (проплавка): насколько глубоко расплавленный металл проник в основную деталь. Поверхностный шов держится хуже, даже если он широкий.
- Отсутствие дефектов: поры, трещины и шлаковые включения резко снижают несущую способность. Идеальный шов выглядит как монолит.
- Скорость охлаждения: слишком быстрое остывание делает металл хрупким, слишком медленное - мягким. Контроль этого процесса - главное отличие профессиональной сварки от любительской.
- Подготовка кромок: зачистка до чистого металла и правильная форма стыка (V-образная, U-образная) позволяют металлу лучше сцепиться.
Именно поэтому один и тот же аппарат в руках новичка и мастера даст совершенно разные результаты по прочности. Технология задает потолок возможностей, а навык определяет, достигнете ли вы его.
Ручная дуговая сварка (MMA): надежная классика
Ручная дуговая сварка покрытым электродом (MMA) - это наиболее распространенный метод соединения металлов, использующий плавящийся электрод со слоем флюса. Если вы видели дедовскую сварку искрами летящими во все стороны, скорее всего, это было именно она.
Здесь используется постоянный или переменный ток. Электрод горит, создавая дугу, а покрытие плавит, образуя газовую оболочку и шлак, который защищает расплавленную ванну от кислорода воздуха.
| Параметр | Значение / Описание |
|---|---|
| Прочность шва | Высокая (при правильной подготовке). Шлак защищает металл, обеспечивая плотную структуру. |
| Минусы | Необходимость сбивать шлак после каждого прохода. Ограничение по скорости. Сложно варить тонкий лист (менее 1.5 мм). |
| Лучшее применение | Толстый металл (трубы, балки, арматура), работа на улице при ветре, ремонтные работы. |
По чистой механической прочности MMA-швы практически не уступают другим видам сварки, если речь идет о конструкционной стали. Однако этот метод требует высокой квалификации оператора. Если мастер «не чувствует» металл, в шве останутся поры, которые станут точками разрушения при нагрузке.
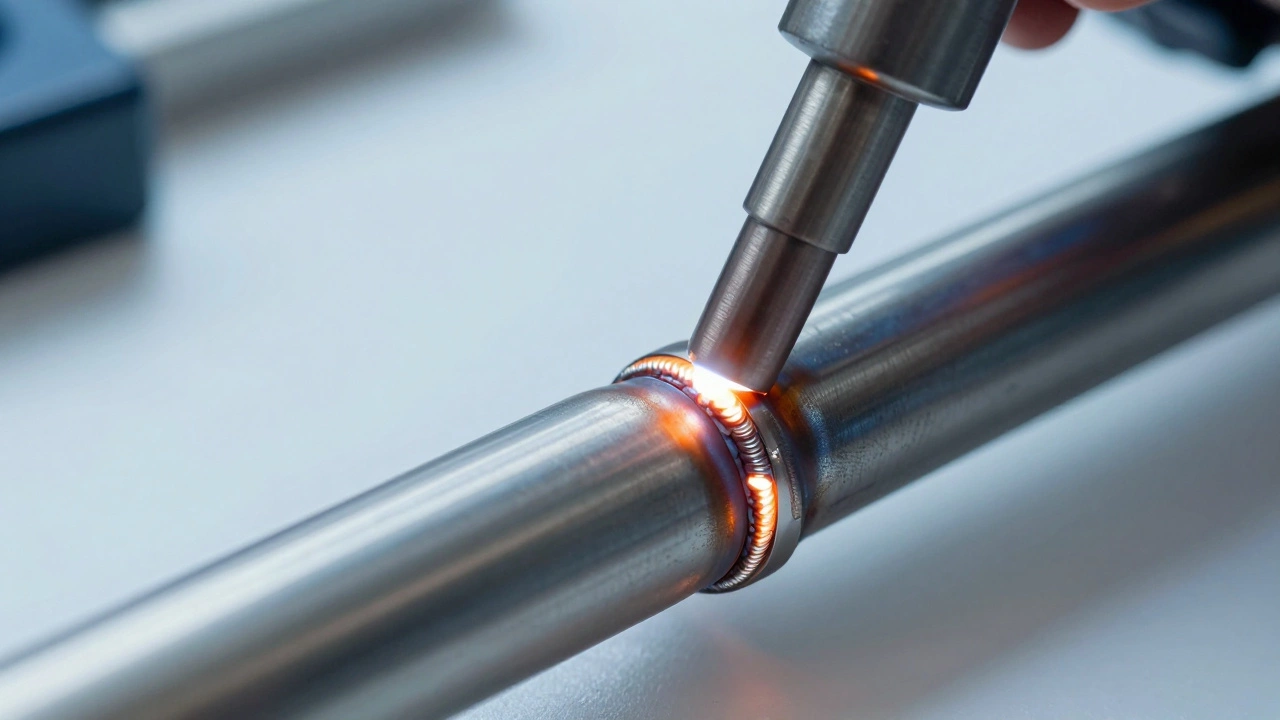
Аргонно-дуговая сварка (TIG): эталон качества
TIG-сварка (GTAW) - это метод сварки неплавящимся вольфрамовым электродом в среде защитных газов (аргон, гелий). Присадочный материал добавляется вручную отдельной палкой.
Если вам нужен самый красивый, аккуратный и технологичный шов, вам сюда. В этом процессе нет шлака. Защита осуществляется только газом. Это позволяет видеть сварочную ванну целиком и контролировать процесс с ювелирной точностью.
Почему TIG считается одним из самых крепких видов сварки?
- Чистота соединения: отсутствие шлаковых включений означает, что металл внутри шва однороден.
- Контроль тепла: можно варить очень медленно, прогревая металл равномерно, что снижает внутренние напряжения и риск трещин.
- Универсальность: отлично работает с нержавейкой, алюминием, титаном и медью, где другие методы дают хрупкие соединения.
Главный минус - низкая производительность. Варить TIG долго. Для массового производства труб большого диаметра это нецелесообразно, но для изготовления кухонной мойки, выхлопной системы автомобиля или химической емкости, где нужна абсолютная герметичность и прочность, TIG - безальтернативный лидер.
Полуавтоматическая сварка (MIG/MAG): баланс скорости и силы
MIG/MAG-сварка (GMAW) - это процесс сварки плавящейся проволокой, подающейся автоматически, с защитой инертным (MIG) или активным (MAG) газом.
Это стандарт современной металлоконструкции. Заводы, цеха по производству мебели из металла, автосервисы - везде правит полуавтомат. Почему?
Прочность шва здесь очень высокая благодаря непрерывному процессу. Нет пауз на замену электрода, нет необходимости сбивать шлак. Проволока плавится стабильно, формируя ровный наплавленный металл. При использовании активного газа (смесь аргона с CO2) достигается глубокое проплавление, что критично для толстых листов.
Для углеродистых сталей MAG-сварка дает соединения, по прочности сопоставимые с основным металлом. Более того, поскольку процесс легче автоматизировать, качество шва становится более предсказуемым и менее зависимым от настроения сварщика.
Газовая и контактная сварка: нишевые решения
Стоит упомянуть и другие методы, которые часто ошибочно считают «слабыми» или «устаревшими», хотя у них есть свои сильные стороны.
Газовая сварка (ацетилен-кислородная) сегодня почти вытеснена дуговыми методами. Она медленная, создает большую зону термического влияния, что может изменить структуру металла вокруг шва, сделав его более мягким или хрупким. Прочность газового шва обычно ниже, чем у дугового, поэтому для силовых конструкций его используют редко. Исключение - тонколистовой цветной металл или латунь, где важно избежать перегрева.
Контактная точечная сварка широко используется в автомобилестроении. Здесь детали не плавятся полностью, а нагреваются до пластичного состояния и сдавливаются. Прочность такого соединения на растяжение ниже, чем у сплошного шва, но оно отлично работает на сдвиг. Кузов машины состоит из тысяч таких точек, и они выдерживают огромные нагрузки при движении. Но для создания герметичных емкостей или несущих ферм точечная сварка не подойдет.

Сравнительный анализ: какой метод выбрать?
Чтобы окончательно разобраться, давайте посмотрим на сравнение основных методов по ключевым параметрам прочности и применимости.
| Вид сварки | Максимальная прочность | Герметичность | Сложность освоения | Идеально для |
|---|---|---|---|---|
| MMA (Электроды) | Высокая | Средняя/Высокая | Средняя | Стройплощадки, трубы, черный металл |
| TIG (Аргон) | Очень высокая | Отличная | Высокая | Нержавейка, алюминий, ответственные узлы |
| MIG/MAG (Полуавтомат) | Высокая | Высокая | Низкая/Средняя | Каркасы, мебель, серийное производство |
| Газовая | Средняя | Средняя | Средняя | Тонкий лист, ремонт чугуна |
Обратите внимание: «самый крепкий» шов получается там, где метод соответствует материалу. Попытка сварить алюминий обычными электродами (MMA) приведет к катастрофическому разрушению шва. А вот TIG-сварка алюминия даст соединение, которое выдержит колоссальные нагрузки.
Как увеличить прочность шва своими руками?
Даже выбрав лучший аппарат, вы можете получить слабый шов, если пренебрегать подготовкой. Вот проверенные советы, которые помогут усилить соединение:
- Зачищайте металл: ржавчина, краска и масло - враги прочности. Они попадают в шов и создают пустоты. Варите только по голому металлу.
- Делайте V-образную разделку: если металл толще 4-5 мм, не пытайтесь свари его встык без подготовки. Сделайте фаску болгаркой. Это позволит дуге добраться до корня шва.
- Используйте многослойный шов: первый слой (корневой) должен быть тонким, чтобы обеспечить провар. Последующие слои наращивают объем. Не жадничайте, делая один жирный проход - внутри будут поры.
- Выбирайте правильную проволоку/электрод: для мягкой стали используйте электроды типа МР-3. Для высокопрочных марок нужны специальные легированные материалы. Несоответствие приводит к тому, что шов будет либо мягче металла (и деформируется), либо тверже (и потрескается).
Помните, что прочность сварного соединения измеряется не толщиной наплыва, а качеством сплавления в корне. Узкий, но глубокий шов всегда крепче широкого, но поверхностного.
Какой вид сварки самый прочный для толстого металла?
Для толстого металла (более 5 мм) наиболее прочными и надежными считаются ручная дуговая сварка (MMA) с использованием низководородных электродов и полуавтоматическая сварка (MAG) с активной защитной газовой смесью. Оба метода обеспечивают глубокое проплавление, необходимое для соединения массивных деталей.
Прочнее ли шов, чем сам металл?
В идеальных условиях правильно выполненный сварной шов может иметь прочность, равную или даже превышающую прочность основного металла. Однако на практике из-за термических напряжений и возможных микродефектов расчетная прочность шва обычно принимается немного ниже, чем у цельного куска металла.
Можно ли считать холодную сварку прочной?
Нет, холодная сварка (специальные клеи и пасты) не обеспечивает прочности, сравнимой с термическими методами. Она подходит для мелких ремонтов, герметизации и соединения немагнитных материалов, но не рассчитана на серьезные механические нагрузки или динамические воздействия.
Какой сваркой лучше варить нержавейку?
Для нержавеющей стали лучшим методом является TIG-сварка (аргонодуговая). Она обеспечивает чистый шов без окисления, сохраняет антикоррозийные свойства металла и позволяет получить высокую прочность соединения даже на тонких листах.
Влияет ли ветер на прочность сварного шва?
Да, сильно. Ветер сдувает защитный газ (при TIG/MIG) или нарушает газовую оболочку электрода (при MMA). Это приводит к попаданию кислорода и азота в расплавленный металл, образованию пор и значительному снижению прочности шва. На улице рекомендуется использовать ветрозащитные экраны.

